
行业痛点

产品质量问题难以追溯,一旦出现问题,企业往往需要花费大量时间和资源进行排查,无法快速定位问题所在。

传统生产模式中,车间以纸质记录为主,信息传递和数据收集效率低,导致数据利用率低,车间信息不透明,影响整体生产效率。

药品行业面临严格的政策法规监管和行业标准,要求生产企业必须加快信息化追溯体系建设,实现“一物一码,物码同追”。

方案简述
制药生产过程追溯系统功能
制药生产过程数字化追溯是面向车间,基于MES系统,结合工艺、物料、人员、设备、环境等要素,建立制造执行过程的处方管理、批生产管理、质量管理、物料管理、设备管理等关键业务的数字化追溯体系。其主要功能模块如下:
- 工厂建模:涵盖通用基础数据管理、物料基础管理、资源基础数据管理等,为系统流转提供基础数据支撑,保证业务间数据的完整性、准确性和一致性,同时提供系统基础管控规则管理。
- 处方管理:负责产品工艺处分设计和工艺流程建模,是生产执行和控制过程中精细化管理的基础。通过图形化配置方式绘制处方,设计产品生产工序、加工过程,过程内的操作单元以及执行步骤等。
- 生产管理:面向车间的生产管理,接收来自ERP系统的生产订单,结合产品工艺分解成工序级批指令,并与处方关联,作为各工序生产执行的依据。车间人员可实时跟踪批指令的状态,并完成向ERP报工,实现车间作业计划精细化管理。
- 生产执行:生产执行过程严格按照处方设计的流程,按操作流控制生产操作,并记录生产全过程信息。通过生产全程的指导和控制,保证生产过程合规、防错、可追溯。
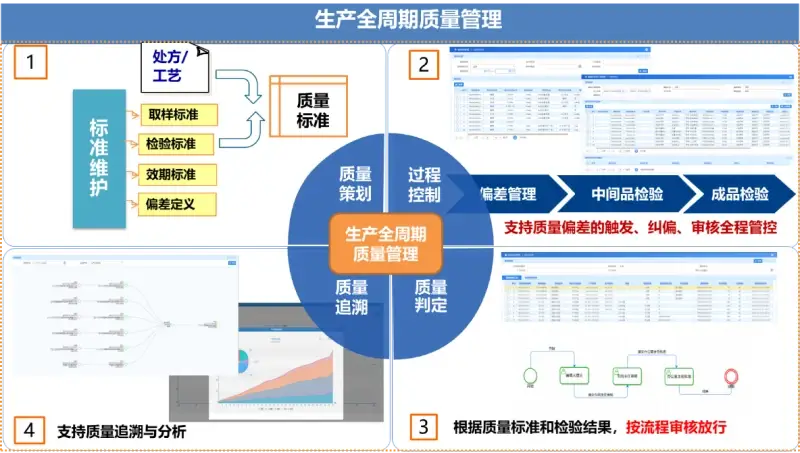
- 质量管理:面向生产的质量保证手段,具备生产过程中质量控制和管理功能,包括请验、取样、送样、检验结果接收等信息,真实反映药品生产的过程质量控制情况并可追溯。
- 物料管理:管理车间生产过程中所涉及的所有物料,包括:原料、辅料、包材、半成品、成品以及不合格品等。具备车间内物料管理与追溯功能,以批次为单位,有明确的物料编码、生产批号、质量状态、含量、有效期等信息,并记录物料在整个制造过程中的投入、产出、存储、移动、转变等活动。
- 设备管理:面向工厂/车间的现场设备管理,进行设备合规性运行管理,包括设备在正确的状态下,确保正确的操作,真实的数据记录。保证设备在使用、清洁时的合规性,确保设备不对药品质量产生任何不利影响。对设备器具的使用、清洁、灭菌、校准和验证等进行必要的记录并可追溯。
方案特点
实施便捷、便于扩展
生产合规管控
药品生产全程可溯
价值优势
详细记录
点巡检闭环触发异常工单:对产生的设备异常,进行异常工单提出、接收、处理、结果验证等,形成工单及机旁库的闭环管理等。

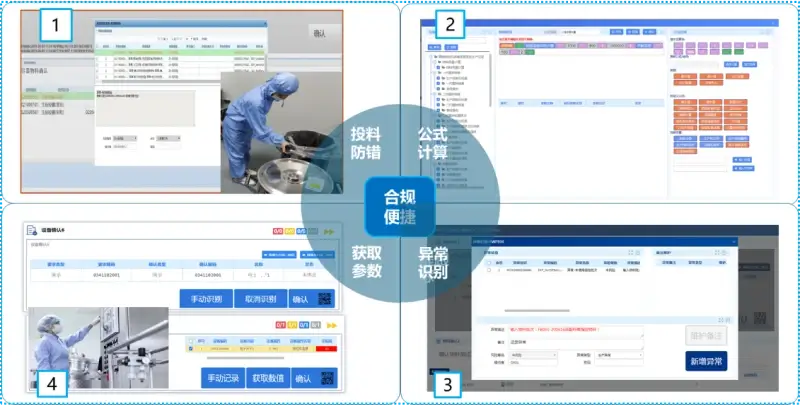
自动计算
系统根据批指令关联的处方,自动形成操作路径合规导航,强化操作合规。生产执行过程中,MES系统可实时采集工艺数据、在线质量数据、环境数据等信息;支持投料防错,自动计算物料平衡、得率等。对于生产中产生的异常情况,系统可自动捕获或者人工录入。
质量控制
系统根据批指令关联的处方,自动形成操作路径合规导航,强化操作合规。生产执行过程中,MES系统可实时采集工艺数据、在线质量数据、环境数据等信息;支持投料防错,自动计算物料平衡、得率等。对于生产中产生的异常情况,系统可自动捕获或者人工录入。
方案案例
- 正大青春宝透明工厂建设
- 青岛国风药业MES系统
- 昊海生物科技MES系统
正大青春宝透明工厂建设
通过两期MES及SCADA项目实施,系统管控范围覆盖正大青春宝所有产品,打通了从仓库->前处理->提取->制剂->高架库的全厂实时物料追踪,在此基础上MES通过标杆批次功能实时提醒工艺偏移,支撑事后分析调查,使产品质量有效提升;通过QMS系统建设与相关业务系统集成,实现了质量保证业务的数字化转型。 生产、质量数字化系统建设助力正大青春宝实现了数字化的设备运行监视、可溯化的物料追踪、集成化的物料调运、规范化的生产管控、高效化的质量保证。

